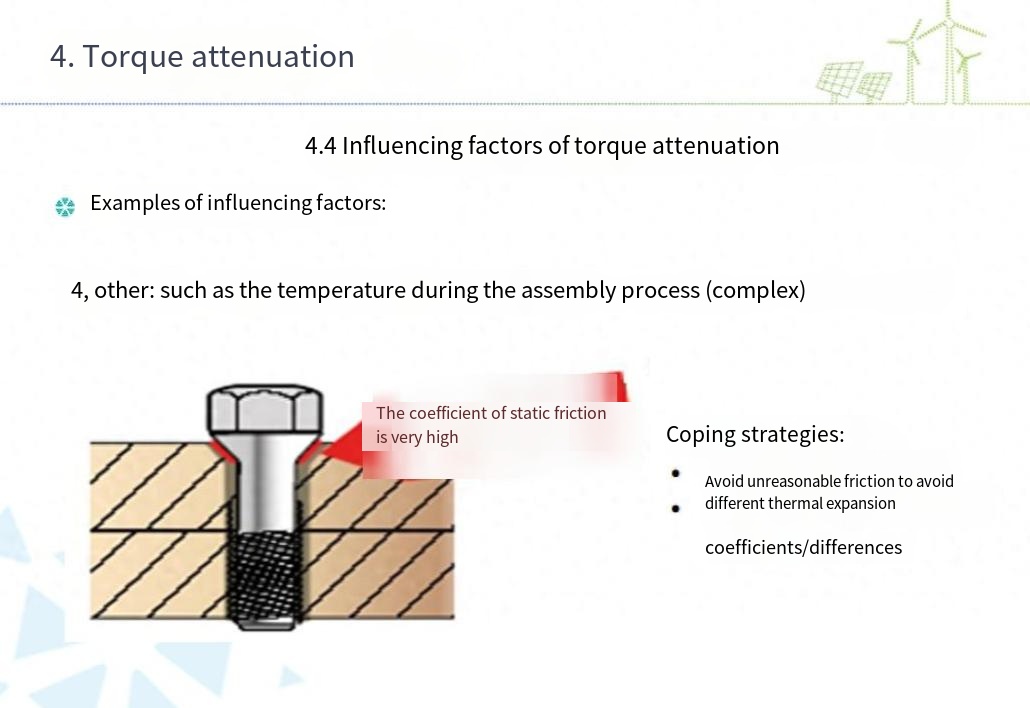

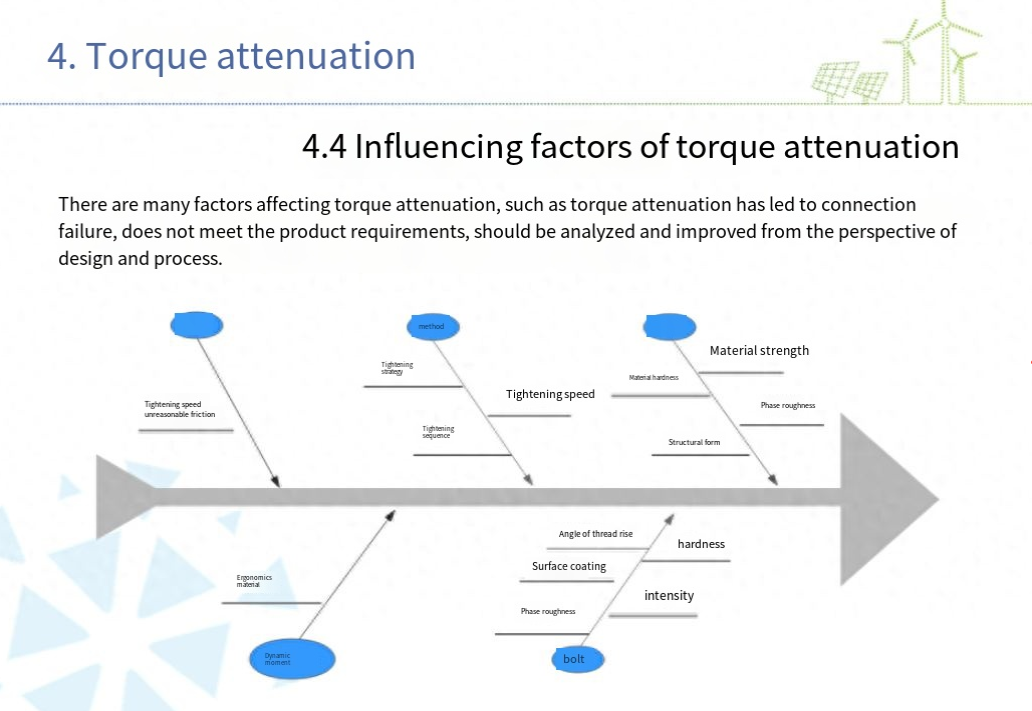
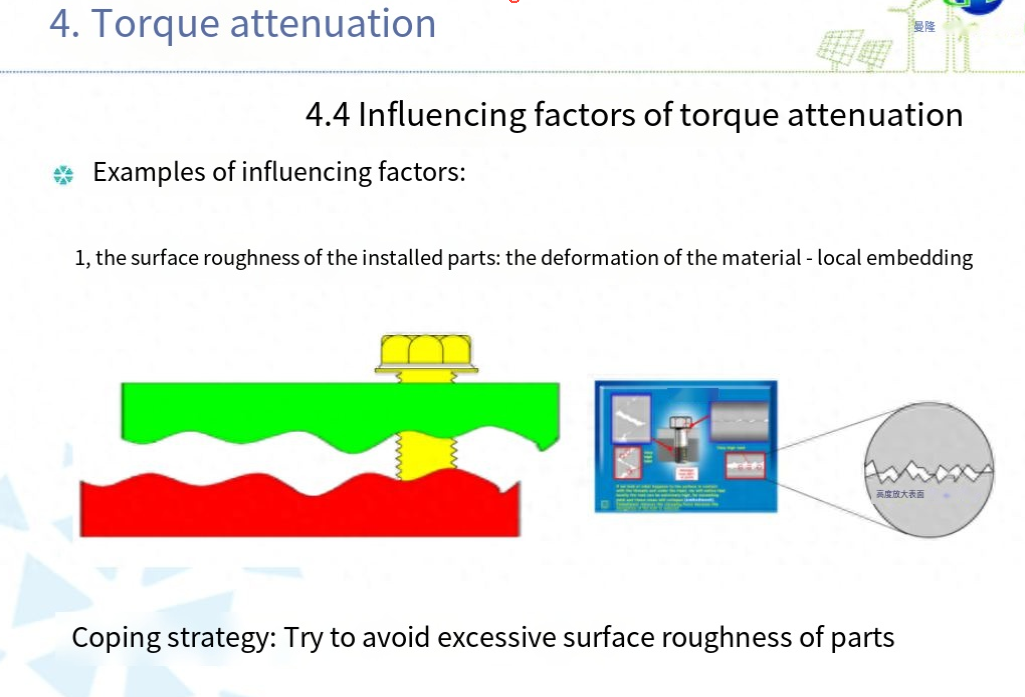
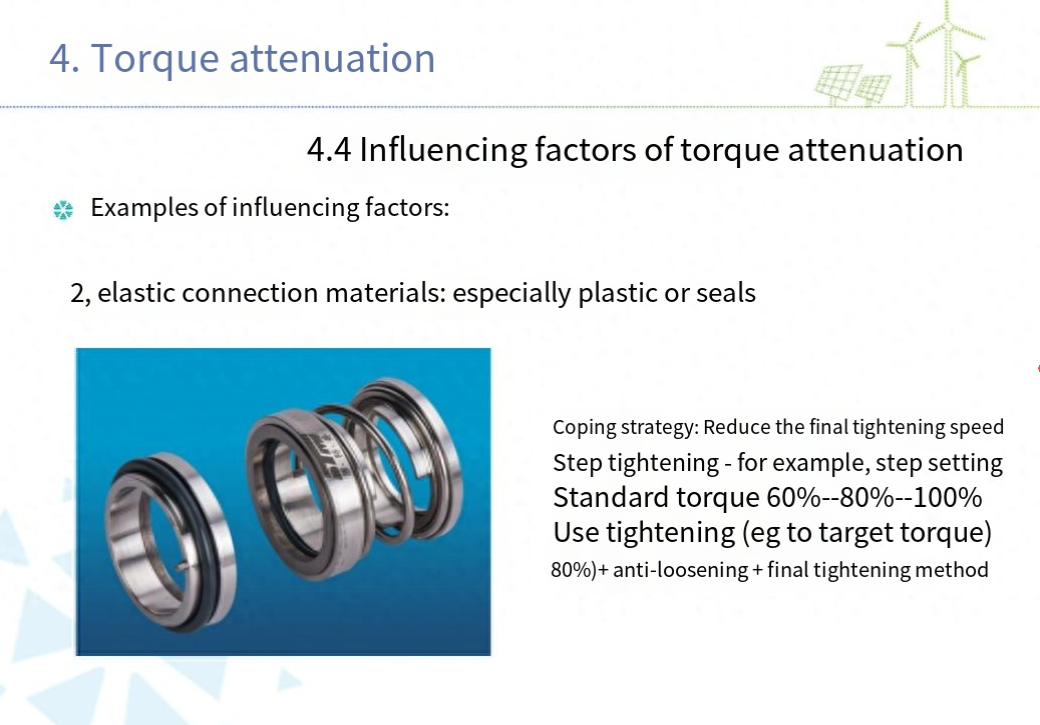
Tork zayıflamasını etkileyen birçok faktör vardır, çünkü tork zayıflamasının farklı biçimleri iyileştirme önlemleri aynı değildir, yukarıdaki içerik kapsamlıdır, süreç ve tasarım açısından aşağıda özetlenen tork zayıflamasının ortak iyileştirme önlemlerini dikkate almak, tabii ki iyileştirme önlemler aşağıdaki içerikle sınırlı değildir. Tasarım Açısı:1.Yüzey pürüzlülüğü: Yüzey pürüzlülüğü ne kadar küçük olursa, malzemenin yüzeyi o kadar pürüzsüz olur ve sıkma sonrasında tork zayıflaması o kadar küçük olur.2.Malzeme sertliği: Malzemenin sertliğini artırın, malzeme yüzeyinin birbiri arasına gömülmesi ne kadar zorsa, tork zayıflaması o kadar küçük olur.3.Elastik malzemeler: plastik veya kauçuk vb. mümkün olduğunca az kullanılmalıdır.Gerekirse, zayıflamadan sonraki sıkma kuvvetinin ürün gereksinimlerini karşıladığından emin olmak için kapsamlı bir sıkma stratejisi formüle edilmelidir.4, cıvata seçimi: ince dişli cıvata, kaba dişli cıvata adımına kıyasla daha küçüktür, vida açısı da küçüktür, kullanımda değildir Gevşetilmesi kolaydır, bu nedenle ince dişli cıvata kullanımında tork zayıflaması kaba dişlilere göre daha düşük olacaktır.
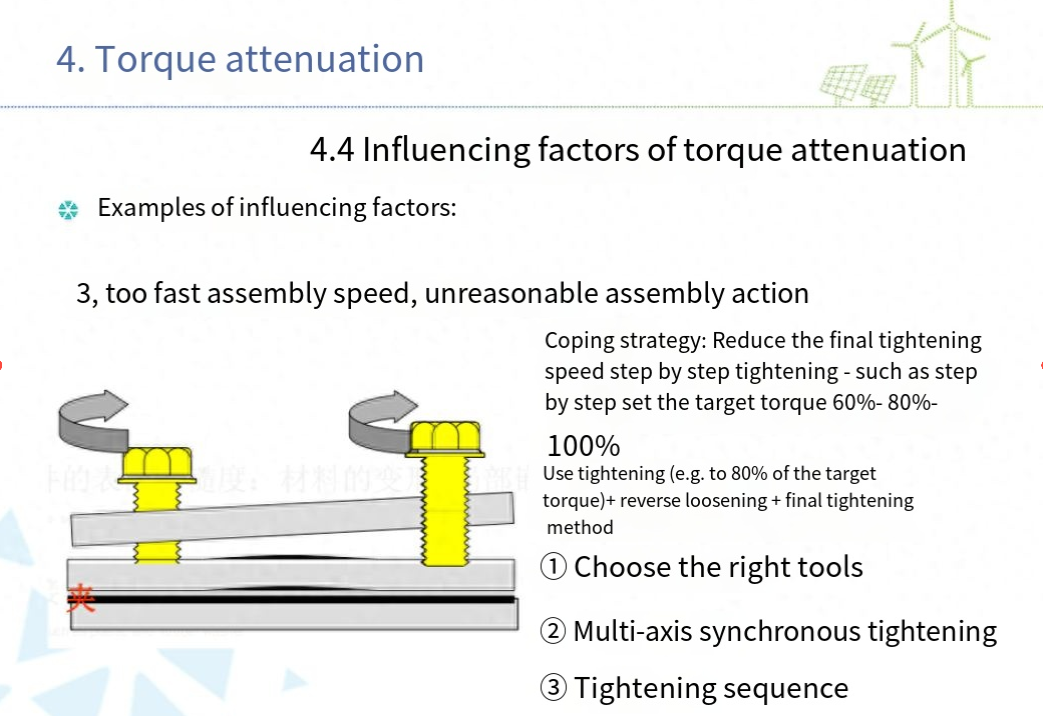
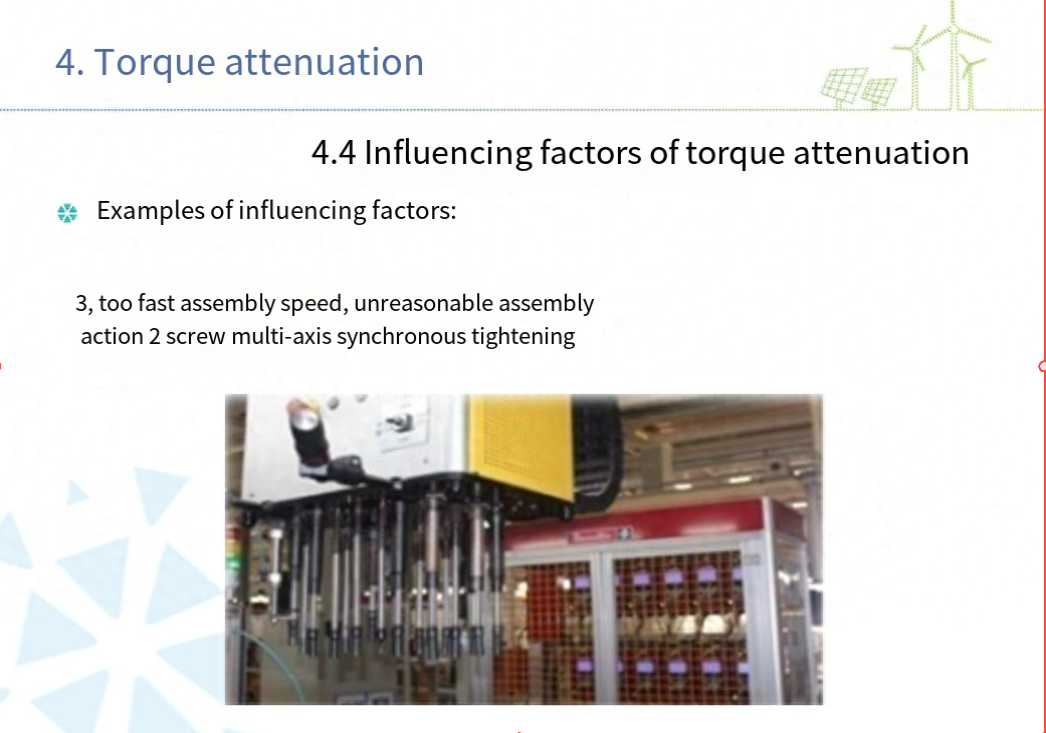
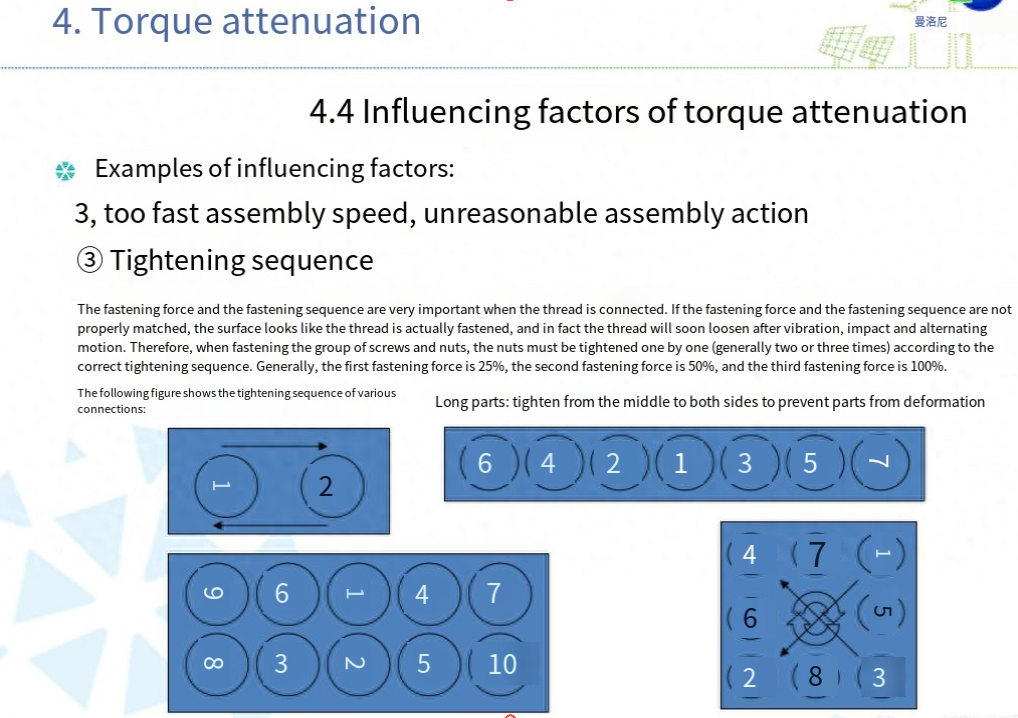
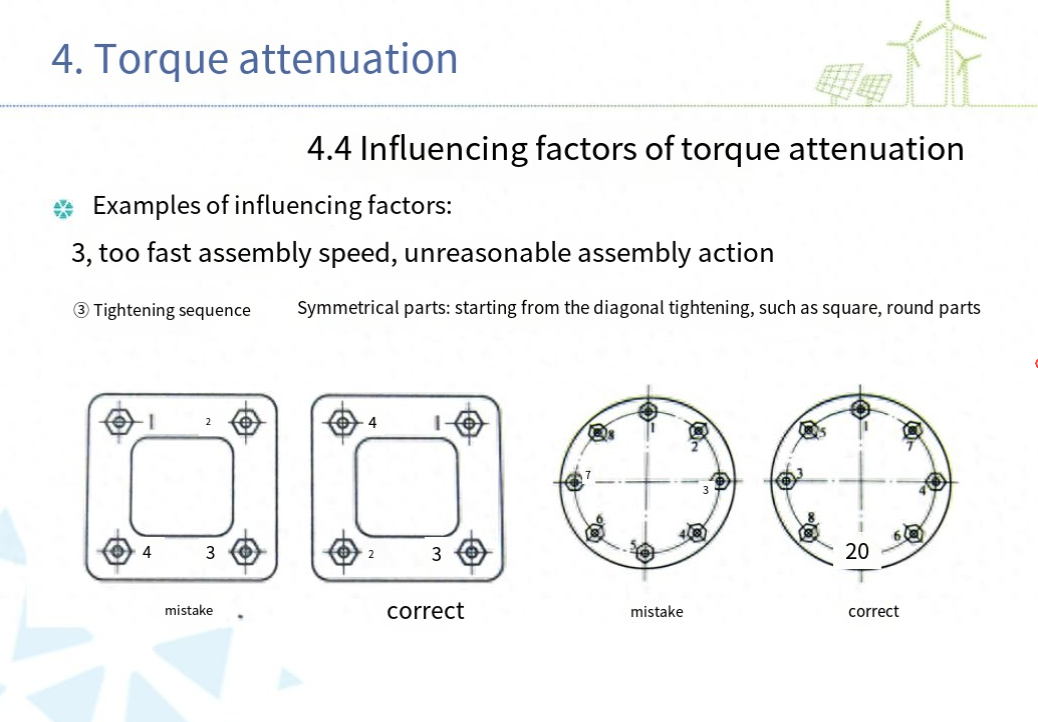
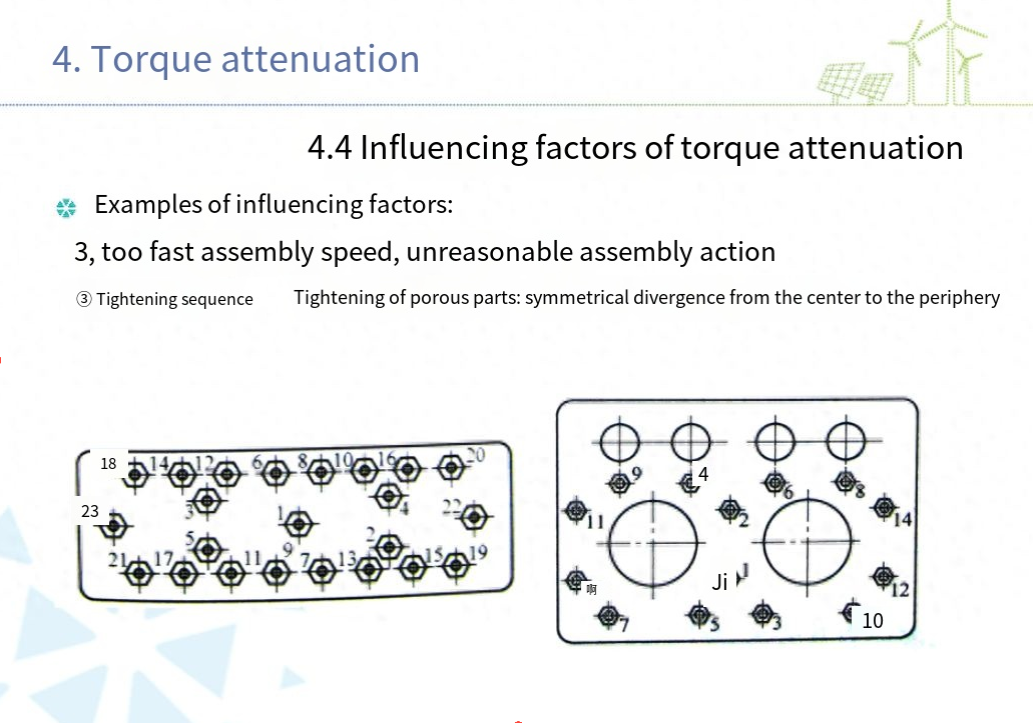
İşlem Açısı:1.Sıkma stratejisi: Sıkma stratejisini (iki aşamalı sıkma veya çok adımlı sıkma) değiştirin ve elastik gerilimi serbest bırakmak ve zayıflamayı azaltmak için sıkma işleminde 50 ms duraklatın.2.Sıkma hızı: İş parçasına basıldığında, çapak daha büyük sıkma kuvveti altında ayrılır, "daha kısa" sıkma kuvveti azalır, artık tork eşzamanlı olarak azalır, sıkma hızı ne kadar hızlı olursa, çapaktaki başlangıç deformasyonu ne kadar küçük olursa, artık o kadar fazla olur tork azalır, bu nedenle sıkma hızının azaltılması tork zayıflamasını azaltabilir.3.Sıkma sırası: Tek eksenli sıkıştırmayı aynı anda birkaç eksenli sıkma şeklinde değiştirin; bu, tork zayıflamasını azaltabilir: veya hedef torka tek eksenli, çok adımlı kademeli bir sıkma uygulayarak tork zayıflamasını da azaltabilir.
Gönderim zamanı: Eylül-04-2023